Chinese National Standard for Soda-Lime Glass Moulded Pharmaceutical Bottles (YBB00272002-2015)
This standard applies to molded soda-lime glass pharmaceutical bottles intended for containing oral or topical (external-use) medicinal products.
Appearance
Take an appropriate quantity of the product and examine visually under bright natural light from a frontal view. The bottles shall be colorless and transparent or translucent amber. The surface shall be smooth and even, free from obvious glass defects; no cracks are permitted in any part of the bottle.
Identification * Coefficient of Linear Thermal Expansion
Take an appropriate quantity of the product and determine according to the Method for Determination of Mean Linear Thermal Expansion Coefficient (YBB00202003-2015) or the Method for Determination of Linear Thermal Expansion Coefficient (YBB00212003-2015). The coefficient shall be (7.6–9.0) × 10⁻⁶ K⁻¹ (20–300 °C).
Seam Line
Take an appropriate quantity of the product and measure using a vernier caliper.
The protrusion of the seam line at the bottle mouth shall be not more than 0.3 mm, and at other positions shall be not more than 0.5 mm.

Hydrolytic Resistance of Glass Grains at 121 °C
Take an appropriate quantity of the product and determine according to the Method and Classification for Hydrolytic Resistance of Glass Grains at 121 °C (YBB00252003-2015). The result shall comply with Class 2.
Hydrolytic Resistance of the Inner Surface
Take an appropriate quantity of the product and determine according to the Method and Classification for Hydrolytic Resistance of the Inner Surface at 121 °C (YBB00242003-2015). The result shall comply with Class HC3.
Thermal Shock Resistance
Take an appropriate quantity of the product and determine according to the Methods for Thermal Shock and Thermal Shock Strength (YBB00182003-2015), Method I. After withstanding a temperature difference of 42 °C, the bottle shall not crack or break.
Internal Stress
Take an appropriate quantity of the product and determine according to the Method for Determination of Internal Stress (YBB00162003-2015).
After annealing, the optical path difference caused by the maximum residual stress shall be not more than 40 nm/mm.
Extractable Amounts of Arsenic, Antimony, Lead, and Cadmium *
Take an appropriate quantity of the product and determine according to the Method for Determination of Extractable Arsenic, Antimony, Lead, and Cadmium (YBB00372004-2015).
In each liter of extract solution:
Arsenic (As): ≤ 0.2 mg
Antimony (Sb): ≤ 0.7 mg
Lead (Pb): ≤ 1.0 mg
Cadmium (Cd): ≤ 0.25 mg
Vertical Axis Deviation
Take an appropriate quantity of the product and determine according to the Method for Determination of Vertical Axis Deviation (YBB00192003-2015). The result shall comply with the requirements specified in Table 1.
|
Table 1 Maximum Allowable Vertical Axis Deviation |
||||
|
Size (ml) |
≤100 |
120-350 |
400-950 |
1000 |
|
Vertical Axis Deviation αmax (mm) |
1.5 |
2 |
2.5 |
3.2 |
Brimful Capacity
Take an appropriate quantity of the container. Weigh the empty bottle using a balance with an accuracy of 1 g, then fill it with water at room temperature up to the brim and weigh again. The difference between the two weights is the brimful capacity (1 g of water at room temperature can be approximately regarded as 1 ml).
The capacity of wide-mouth pharmaceutical bottles shall comply with the requirements of Table 2, and that of narrow-mouth pharmaceutical bottles shall comply with the requirements of Table 3.
|
Table 2 Capacity Tolerance of Wide-Mouth Pharmaceutical Bottles |
|||||
|
Size |
Brimful Capacity |
Tolerance |
Size |
Brimful Capacity |
Tolerance |
|
10 |
13 |
±3 |
250 |
285 |
±11 |
|
20 |
23 |
300 |
335 |
||
|
30 |
35 |
±4 |
350 |
385 |
|
|
40 |
45 |
400 |
435 |
±12 | |
|
50 |
55 |
±5 |
450 |
485 |
|
|
60 |
65 |
500 |
535 |
||
|
80 |
90 |
±7 |
550 |
600 |
±13 |
|
100 |
110 |
600 |
650 |
||
|
120 |
130 |
650 |
700 |
||
|
140 |
160 |
±9 |
750 |
800 |
±15 |
|
170 |
190 |
850 |
900 |
||
|
200 |
220 |
950 |
1000 |
||
|
Table 3 Capacity Tolerance of Narrow-Mouth Pharmaceutical Bottles |
|||||
|
Size |
Brimful Capacity |
Tolerance |
Size |
Brimful Capacity |
Tolerance |
|
25 |
30 |
±3 |
200 |
240 |
±11 |
|
50 |
60 |
±5 |
500 |
600 |
±13 |
|
100 |
120 |
±7 |
1000 |
1200 |
±15 |
Annex I – Inspection Rules
1.Product inspection shall be divided into full inspection and partial inspection.
2.Full inspection shall be conducted in accordance with the requirements of this standard under any of the following circumstances:
(1) Product registration;
(2) Resumption of production after a major quality incident;
(3) Regulatory (supervisory) inspection;
(4) Resumption of production after a production suspension.
3.After the product has been approved for registration, where there are no changes in raw material origin, additives, production processes, or other relevant factors, pharmaceutical packaging material manufacturers and users may, in accordance with the requirements of this standard, perform inspections excluding the items marked with “*”.
4.Inspections of appearance, seam line, thermal shock resistance, internal stress, vertical axis deviation, and brimful capacity shall be carried out in accordance with Sampling Procedures for Inspection by Attributes — Part 1: Sampling Schemes Indexed by Acceptance Quality Limit (AQL) for Lot-by-Lot Inspection (GB/T 2828.1-2012). The inspection items, inspection levels, and acceptance quality limits are specified in Table 4.
|
Table 4 Inspection Items, Inspection Levels and Acceptance Quality Limits (AQL) |
|||
|
Inspection Items |
Inspection Level |
Acceptance Quality Limit (AQL) |
|
|
Appearance |
Cracks |
I |
1.5 |
|
Others |
4.0 |
||
|
Seam line |
I |
4.0 |
4.0 |
|
Thermal shock resistance |
S-2 |
1.0 |
1.0 |
|
Internal stress |
S-2 |
0.65 |
0.65 |
|
Vertical axis deviation |
S-3 |
2.5 |
2.5 |
|
Brimful capacity |
S-3 |
1.5 |
1.5 |
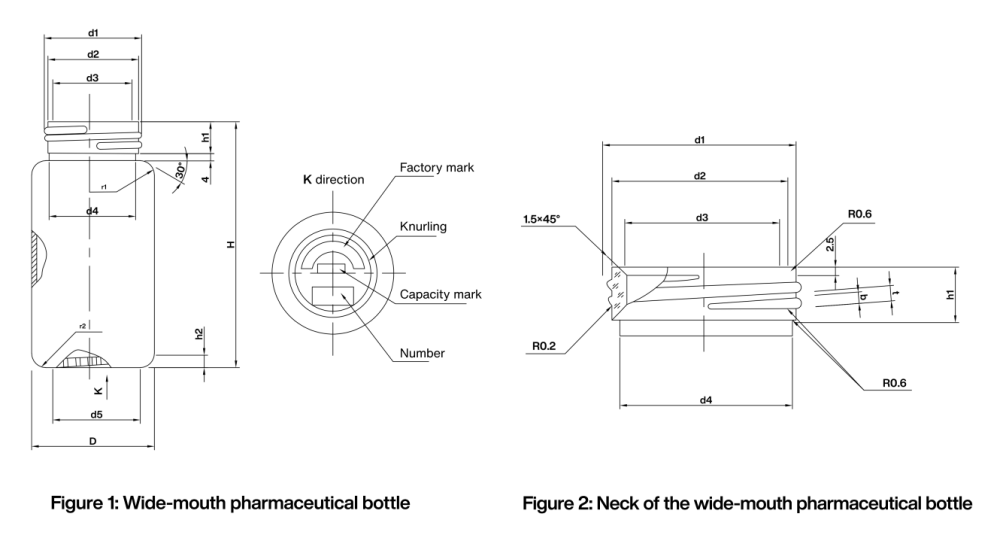
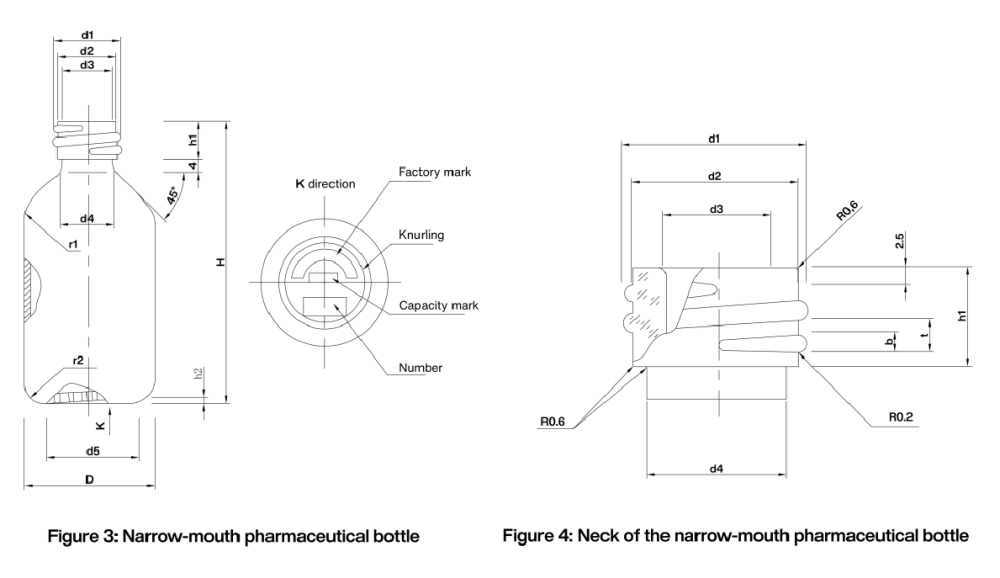
Appendix II Dimensional Specifications (Reference Dimensions)
The dimensional specifications may refer to Figures 1 and 2 and Table 5, as well as Figures 3 and 4 and Tables 6, 7 and 8.
|
Table 5 Main Dimensional Specifications of Wide-Mouth Glass Pharmaceutical Bottles |
||||||||||||||||||
|
Nominal Size (ml) |
Body Outside Diameter D |
Overall Bottle Height H |
Thread Outside Diameter d1 |
Finish Outside Diameter d2 |
Finish Inside Diameter d3 |
Neck Outside Diameter d4 |
Base Diameter d5 |
Shoulder Radius r1 |
Bottom Radius r2 |
Finish (Head) Height h1 |
Bottom Arc Depth h2 |
Thread Width b |
Thread Pitch t |
|||||
|
Dimension |
Tolerance |
Dimension |
Tolerance |
Dimension |
Tolerance |
Dimension |
Tolerance |
Dimension |
Tolerance |
Dimension |
Dimension |
Dimension |
Dimension |
Dimension |
Dimension |
Dimension |
Dimension |
|
| 10 |
32 |
±1.0 |
43 |
±1.0 |
25 |
+0.0 -0.6
|
22.6 |
0.0 -0.6 |
16 |
+0.0 -1.0 |
19.6 |
22 |
4 |
5 |
12.0 |
1.5 |
2.0
|
3.5
|
| 20 |
62 |
|||||||||||||||||
| 30 |
38 |
64 |
32 |
29.2 |
22 |
26 |
24 |
6 |
7 |
2.5 |
4.0 |
|||||||
| 40 |
76 |
|||||||||||||||||
| 50 |
43 |
73 |
29 |
8 |
14.0 | 2.0 | ||||||||||||
| 60 |
83 |
|||||||||||||||||
| 80 |
51 |
±1.2 |
75 |
±1.2 |
40 |
+0.0 -0.8 |
37.2 |
+0.0 -0.8 |
30 |
34 |
37 |
|||||||
| 100 |
88 |
|||||||||||||||||
| 120 |
100 |
|||||||||||||||||
| 140 |
59 |
88 |
50 |
47.2 |
40 |
44 |
41 |
7 |
9 |
|||||||||
| 170 |
101 |
|||||||||||||||||
| 200 |
111 |
|||||||||||||||||
| 250 |
70 |
±1.2 |
107 |
±1.2 |
63 |
+0.0 -1.0 |
60.2 |
+0.0 -1.0 |
53 |
+0.0 -1.0 |
57 |
48 |
6 |
11 |
||||
| 300 |
122 |
|||||||||||||||||
| 350 |
137 |
|||||||||||||||||
| 400 |
76 |
±1.5 |
130 |
±1.5 |
54 |
9 |
||||||||||||
| 450 |
143 |
|||||||||||||||||
| 500 |
156 |
|||||||||||||||||
| 550 |
84 |
141 |
70 |
67.2 |
60 |
64 |
58 |
13 |
||||||||||
| 600 | 151 | |||||||||||||||||
| 650 | 161 | |||||||||||||||||
| 750 | 94 | 155 | ||||||||||||||||
| 850 | 171 | |||||||||||||||||
| 950 | 187 | |||||||||||||||||
|
Table 6 Main Dimensional Specifications of Narrow-Mouth Glass Pharmaceutical Bottles Unit: mm |
||||||||||||||||||
|
Nominal Size (ml) |
Body Outside Diameter D |
Overall Bottle Height H |
Thread Outside Diameter d1 |
Finish Outside Diameter d2 |
Finish Inside Diameter d3 |
Neck Outside Diameter d4 |
Base Diameter d5 |
Shoulder Radius r1 |
Bottom Radius r2 |
Finish (Head) Height h1 |
Bottom Arc Depth h2 |
Thread Width b |
Thread Pitch t |
|||||
|
Dimension |
Tolerance |
Dimension |
Tolerance |
Dimension |
Tolerance |
Dimension |
Tolerance |
Dimension |
Tolerance |
Dimension |
Dimension |
Dimension |
Dimension |
Dimension |
Dimension |
Dimension |
Dimension |
|
| 25 |
34 |
±1.0 |
71 |
±1.0 |
22 |
+0.0 -0.6 |
19.6 |
+0.0 -0.6 |
13 |
+0.0 -1.0 |
16.6 |
24 |
3 |
5 |
12 |
1.5 |
2.0 |
3.5 |
| 50 |
42 |
89 |
30 |
4 |
6 |
|||||||||||||
| 100 |
50 |
±1.2 |
107 |
±1.2 |
25 |
22.6 |
16 |
19.6 |
36 |
7 |
2.0 |
|||||||
| 200 |
61 |
128 |
44 |
10 |
||||||||||||||
| 500 |
83 |
±1.5 |
168 |
±1.5 |
32 |
29.2 |
22 |
26.0 |
59 |
12 |
14 |
2.5 |
2.5 |
4.0 |
||||
| 1000 |
103 |
210 | 75 | 14 | ||||||||||||||
|
Table 7 Weight of Wide-Mouth Pharmaceutical Bottles |
|||||
|
Size (ml) |
Weight (g) |
Size (ml) |
Weight (g) |
Size (ml) |
Weight (g) |
|
10 |
23 |
120 |
116 |
450 |
266 |
|
20 |
38 |
140 |
125 |
500 |
280 |
|
30 |
50 |
170 |
140 |
550 |
294 |
|
40 |
58 |
200 |
155 |
600 |
310 |
|
50 |
70 |
250 |
180 |
650 |
326 |
|
60 |
77 |
300 |
198 |
750 |
358 |
|
80 |
90 |
350 |
216 |
850 |
390 |
|
100 |
103 |
400 |
252 |
950 |
422 |
|
Table 8 Weight of Narrow-Mouth Pharmaceutical Bottles |
|||||
|
Size (ml) |
Weight (g) |
Size (ml) |
Weight (g) |
Size (ml) |
Weight (g) |
|
25 |
47 |
100 |
105 |
500 |
312 |
|
50 |
78 |
200 |
180 |
1000 |
500 |


